قسم جوفاء الصلب المجلفن

|
الصف المادي
|
معيار
|
وصف
|
|---|---|---|
|
Gr.A, ج.ب, Gr.C
|
أستم A500, أستم A53
|
درجات الصلب الكربوني مع نقاط قوة شد ومتنوعة للاستخدام الهيكلي
|
|
S275J0H
|
EN10219
|
الصلب الهيكلي مع الحد الأدنى من قوة العائد 275 MPa, بارد
|
|
S355JR
|
EN10219
|
أعلى قوة الصلب (355 العائد MPA), مناسبة للتطبيقات الهيكلية
|
|
S355J0H
|
EN10219
|
الصلب الهيكلي ببرودة مع 355 قوة العائد MPA
|
|
S355J2H
|
EN10219
|
تعزيز الصلب الصلب لتطبيقات درجات الحرارة المنخفضة
|
|
A36
|
ASTM A36
|
الصلب الكربون المنخفض مع قابلية اللحام الجيدة والقدرة على التشكيل
|
|
SS400
|
انه G3101
|
الصلب الهيكلي للأغراض العامة, أي ما يعادل الصلب الطري
|
|
Q195
|
جيجابايت/ت 13793-1992
|
الصلب الكربون المنخفض مع القوة الأساسية, تستخدم في التطبيقات الهيكلية الخفيفة
|
|
س235
|
جيجابايت/ت 13793-1992
|
الفولاذ الطري مع قوة معتدلة, يستخدم على نطاق واسع في البناء
|
|
Q345
|
جيجابايت/ت 13793-1992
|
الفولاذ ذي الصلة ذات النتيجة العالية, أي ما يعادل درجات S355
|
-
Gr.A, ج.ب, Gr.C (أستم A500): هذه الدرجات تختلف في قوة العائد (على سبيل المثال, Gr.A: 230 MPa, ج.ب: 315 MPa, Gr.C: 345 MPa) وتستخدم للأنابيب الهيكلية.
-
S275J0H, S355JR, S355J0H, S355J2H (EN10219): الدرجات الأوروبية ذات الصلابة المحددة وقوة العائد, مثالي للأقسام المجوفة.
-
A36: عائد قوة 250 MPa, شائع الاستخدام في الولايات المتحدة. للأغراض الهيكلية.
-
SS400: عائد قوة 245 MPa, الصلب القياسي الياباني مع ليونة ممتازة.
-
Q195, س235, Q345: الدرجات الصينية ذات القوة المتزايدة (Q195: 195 MPa, س235: 235 MPa, Q345: 345 MPa).
-
أستم A500: يحدد أنابيب هيكلية من الفولاذ الكربوني الملحومة والسلاسة الباردة.
-
أستم A53: يغطي أنابيب فولاذية سلسة ولحام, غالبًا ما يتم تجميعها لمقاومة التآكل.
-
API 5L: معايير أنابيب الخط, ينطبق على صناعات النفط والغاز.
-
BS1387: المعيار البريطاني للأنابيب الفولاذية الملحومة, في كثير من الأحيان المجلفن.
-
EN39: يحدد أنابيب الصلب للسقالات.
-
هو 3466: المعيار الياباني للأنابيب الفولاذية الهيكلية المستطيلة.
-
EN10219: المعيار الأوروبي للأقسام الجوفاء الهيكلية الباردة الباردة.
-
جيجابايت/ت 13793-1992: المعيار الصيني لأنابيب الصلب الملحومة.
-
خطوات العملية:
-
تحضير السطح: يتم تنظيف الفولاذ عن طريق إزالة الشحوم, تخليل (حمام الحمض), والتدفق (محلول كلوريد الزنك الأمونيوم) لإزالة الصدأ, زيت, والشوائب.
-
غمر: يتم غمس الصلب الذي تم تنظيفه في الزنك المنصهر, عادة في 440-460 درجة مئوية.
-
تبريد: يتم سحب الفولاذ المطلي وتبريده في الهواء أو الماء, تشكيل سطح زنك بلوري.
-
تقتيش: يتم فحص سمك الطلاء والتوحيد.
-
-
سمك التغليف: تتراوح عادة من 40-600 ز/م (اعتمادًا على المعايير والمتطلبات), أي ما يعادل 5-85 ميكرون لكل جانب.
-
مزايا:
-
سميك, طبقة متينة مع مقاومة تآكل ممتازة.
-
خصائص الشفاء الذاتي بسبب سلوك الذبيحة للزنك.
-
-
العيوب:
-
ارتفاع التكلفة واستهلاك الطاقة.
-
إمكانية الطلاء غير المتكافئ على الأشكال المعقدة.
-
-
خطوات العملية:
-
تحضير السطح: يتم تنظيف الصلب لإزالة الأوساخ, شحم, والصدأ (على سبيل المثال, برميل الرمل إلى SA2.5 معيار).
-
طلب: يتم تطبيق الطلاء الغني بالزنك باستخدام مسدس الرش, فرشاة, أو الأسطوانة.
-
علاج: يجف الطلاء في درجة الحرارة المحيطة, تشكيل طبقة واقية.
-
تقتيش: يتم التحقق من التصاق الطلاء وسمك.
-
-
سمك التغليف: عادة 20-80 ميكرومتر, أرق من الجلفنة الساخنة.
-
مزايا:
-
التكلفة المنخفضة وتطبيق أبسط.
-
مناسبة للإصلاحات في الموقع أو المكونات الصغيرة.
-
-
العيوب:
-
أقل متانة من الجلفنة الساخنة.
-
لا الترابط المعدني, تقليل مقاومة التآكل على المدى الطويل.
-
|
معامل
|
الساخنة ديب جلفنة
|
الجلفنة الباردة
|
|---|---|---|
|
تطبيق الزنك
|
حمام الزنك المنصهر
|
الطلاء الغني بالزنك
|
|
سمك التغليف
|
40-600 ز/م (5-85 µm/الجانب)
|
20-80 ميكرومتر
|
|
الترابط
|
المعادن (سبيكة الحديد الزنك)
|
ميكانيكي (التصاق الطلاء)
|
|
المقاومة للتآكل
|
عالي
|
معتدل
|
|
يكلف
|
أعلى
|
أدنى
|
|
طلب
|
على أساس المصنع
|
في الموقع أو المصنع
|
|
متانة
|
20-50 سنين
|
5-15 سنين
|
-
عملية:
-
إعداد البليت: قاطرة فولاذية صلبة (على سبيل المثال, Q235 أو S355JR) يتم تسخينه إلى 1200-1300 درجة مئوية.
-
ثقب: يتم اختراق البليت باستخدام مغزل لتشكيل أنبوب مجوف.
-
المتداول: الأنبوب ممدود وشكله عبر المتداول الساخن.
-
التحجيم: يتم تحقيق الأبعاد النهائية من خلال الرسم البارد أو لفات التحجيم.
-
-
المعايير: أستم A53, API 5L.
-
مزايا: قوة أعلى ولا نقاط ضعف لحام التماس.
-
عملية:
-
تحضير الشريط: لفائف الصلب (على سبيل المثال, SS400 أو Q345) شق في شرائط.
-
تشكيل: تُشكل الشرائط بارد في شكل دائري باستخدام بكرات (عملية ERW) أو عازمة في أشكال مستطيلة/مربعة (هو 3466).
-
لحام: يتم لحام الحواف باستخدام لحام المقاومة الكهربائية عالية التردد (فدان) أو اللحام بالقوس المغمور (رأى).
-
تشكيل: للأقسام المستطيلة/المربعة, يتشكل الأنبوب المستدير في الشكل المطلوب.
-
تعبئه: تطبق بعد تشكيل (تراجع الساخنة) أو تستخدم شرائح ما قبل الجالفان.
-
-
المعايير: أستم A500, EN10219, BS1387.
-
مزايا: فعالة من حيث التكلفة ومناسبة للإنتاج الضخم.
-
قبل غالفان: يتم تجميع شرائط الصلب قبل التشكيل. قد تفتقر طبقات اللحام إلى طلاء الزنك ما لم تلمس.
-
بعد غالفان: القسم بأكمله مجلفن بعد التشكيل, ضمان طلاء موحد.
|
معامل
|
أنبوب مستدير
|
أنبوب مستطيل
|
أنبوب مربع
|
|---|---|---|---|
|
القطر الخارجي (من)
|
12.7-609 مم
|
ن/أ
|
ن/أ
|
|
العرض x الارتفاع
|
ن/أ
|
10×15 إلى 800×1200 مم
|
10×10 إلى 1200×1200 مم
|
|
سمك الحائط (وزن)
|
0.5-60 مم
|
0.5-60 مم
|
0.5-60 مم
|
|
طول
|
0.5-26.5 م (قابل للتخصيص)
|
0.5-26.5 م (قابل للتخصيص)
|
0.5-26.5 م (قابل للتخصيص)
|
|
طلاء او غلاف الزنك
|
40-600 ز/م
|
40-600 ز/م
|
40-600 ز/م
|
|
المعايير
|
أستم A500, A53, BS1387
|
EN10219, هو 3466
|
EN10219, هو 3466
|
-
التسامح:
-
من: ±1% (أستم A500).
-
وزن: ±10% (EN10219).
-
طول: ± 50 مم أو كما هو محدد.
-
-
الفحص العيني:
-
تحقق من وجود عيوب السطح (تشققات, الخدوش) وتوحيد طلاء الزنك.
-
-
اختبار سمك الطلاء:
-
مقياس مغناطيسي أو ميكرومتر لقياس سمك الزنك (على سبيل المثال, يتطلب ASTM A123 45-85 ميكرون للصلب الهيكلي).
-
-
فحص الأبعاد:
-
تحقق من, وزن, طول, والاستقامة باستخدام الفرجار, الحكام, أو أنظمة الليزر.
-
-
الاختبارات الميكانيكية:
-
اختبار الشد (قوة الخضوع, استطالة لكل ASTM A500).
-
اختبار الانحناء (ليونة).
-
-
المقاومة للتآكل:
-
اختبار رذاذ الملح (ASTM B117) لتقييم متانة طلاء الزنك.
-
-
سلامة اللحام:
-
اختبار بالموجات فوق الصوتية (يوتا) أو الأشعة السينية للأقسام الملحومة.
-
|
امتحان
|
معيار
|
متطلبات
|
|---|---|---|
|
سمك طلاء الزنك
|
ASTM A123
|
40-600 ز/م (يختلف بالسماكة)
|
|
قوة الشد
|
أستم A500
|
ج.ب: 315 MPA MIN
|
|
قوة العائد
|
EN10219
|
S355J2H: 355 MPA MIN
|
|
لحام الشق
|
BS1387
|
لا تشققات أو مسامية واضحة
|
|
اختبار التآكل
|
ASTM B117
|
500-1000 ساعات بدون صدأ أحمر
|
-
اختيار المواد الخام: اختر درجة الصلب المناسبة (على سبيل المثال, س235, S355JR).
-
تشكيل: عملية سلسة أو ملحومة لإنشاء أقسام مجوفة.
-
تعبئه: تطبيق الساخنة أو الجلفنة الباردة.
-
قطع: قطع الأنابيب إلى أطوال محددة باستخدام المناشير أو قواطع البلازما.
-
نهاية الانتهاء: نهايات واضحة, مشطوف (30-35°), أو الخيوط (BS1387).
-
المعالجة السطحية: الطلاء الاختياري أو الطلاء الإضافي (على سبيل المثال, 3LPE).
-
التعبئة والتغليف: مجمعة أو مصنفة للنقل.
-
التطبيقات: إمدادات المياه, خطوط أنابيب الغاز, السقالات (BS1387, EN39).
-
الأحجام: من 12.7-609 مم, وزن 0.5-60 مم.
-
سمات: مقاومة الضغط العالي, خيوط سهلة.
-
يعالج: في كثير من الأحيان erw اللحام, ثم غلف الساخنة.
-
التطبيقات: الأطر الهيكلية, سياج, أثاث (EN10219, هو 3466).
-
الأحجام: 10×15 إلى 800×1200 مم, وزن 0.5-60 مم.
-
سمات: سعة الحمل عالية الحمل في اتجاه واحد.
-
يعالج: تتكون من أنابيب مستديرة, مجلفن بعد تشكيل.
-
التطبيقات: أعمدة بناء, إطارات الآلات (EN10219, هو 3466).
-
الأحجام: 10×10 إلى 1200×1200 مم, وزن 0.5-60 مم.
-
سمات: قوة موحدة في جميع الاتجاهات.
-
يعالج: على غرار المستطيل, مع نصف قطر الزاوية الدقيق.
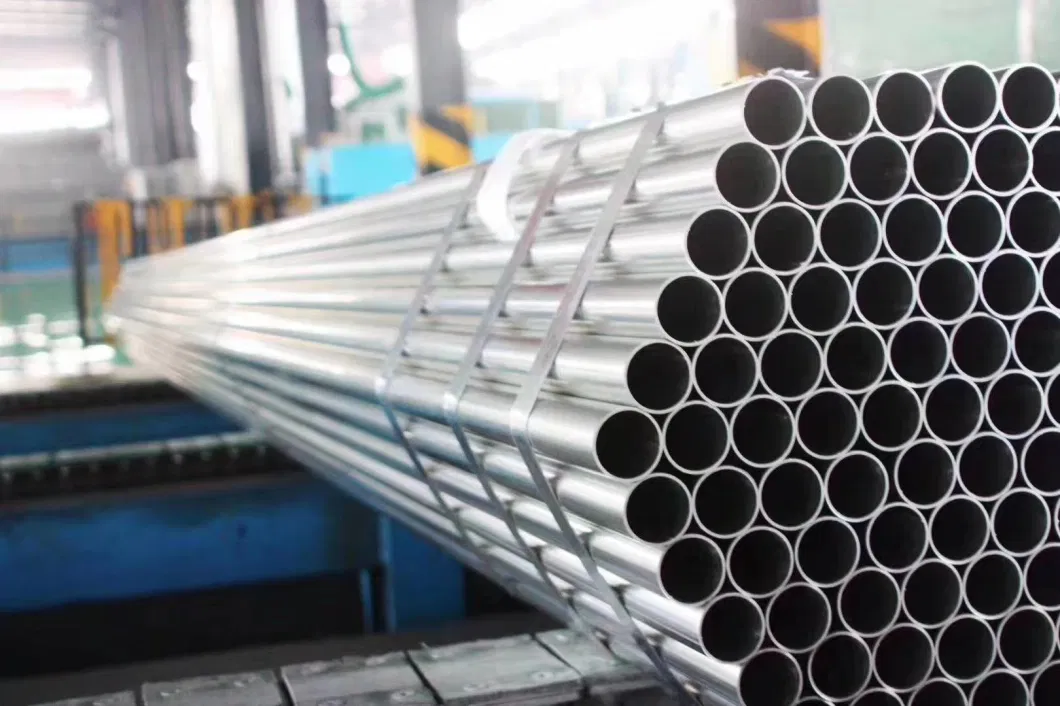
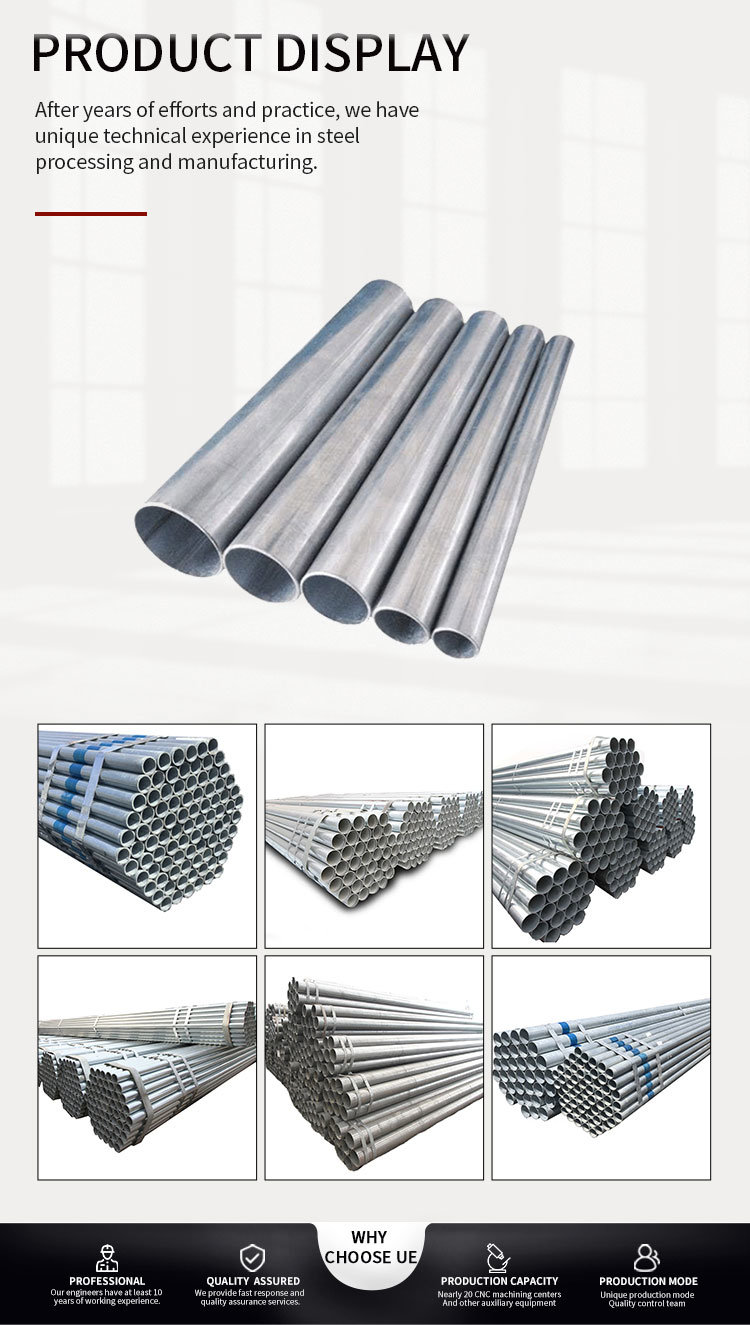
كشركة مصنعة محترفة لمنتجات الصلب, نحن نركز على إنتاج الأنابيب الملحومة عالية التردد, الأنابيب الفولاذية المجلفنة ومنتجات السقالات. يمكن أيضًا توفير منتجات فولاذية أخرى من خلال شركتنا التجارية مثل اللحام القوسي المغمور طوليًا وأنبوب اللحام القوسي المغمور الحلزوني,أنبوب خط API
عادةً ما يتم غمر المكونات المجلفنة مسبقًا في حمام الجلفنة لفترة قصيرة جدًا, مما أدى إلى طلاء رقيقة نسبيا. يوفر طلاء الزنك السميك الناتج عن الجلفنة بالغمس الساخن حماية محسنة ضد الصدأ والتآكل مقارنةً بالجلفنة المسبقة.

الأنابيب المجلفنة لديها مجموعة واسعة من الاستخدامات. بالإضافة إلى خطوط أنابيب النفط والسوائل الأخرى ذات الضغط المنخفض, كما أنها تستخدم كأنابيب آبار النفط في صناعة البترول, خاصة في حقول النفط البحرية, سخانات الزيت في معدات فحم الكوك الكيميائية, تقطير الفحم, وأنابيب تحويل غسيل الزيت, الجسور, إلخ. كومة الأنابيب, إطار دعم نفق التعدين مع الأنابيب, إلخ. بدأت الدول المتقدمة في العالم في تطوير أنابيب جديدة وحظرت باستمرار الأنابيب المجلفنة.

ASTM A53 أنابيب الصلب الأسود, يشار إليها أيضًا باسم أنبوب ASME SA53, هو مرشح ممتاز لمعظم المعالجة. يتميز بسطح شبه أملس مطلي بالورنيش الأسود. الأنابيب الفولاذية السوداء مخصصة للتطبيقات الميكانيكية وتطبيقات الضغط. وتشمل التطبيقات الشائعة البخار, ماء, هواء, وأنظمة الغاز. ASTM A53 هي المواصفات القياسية التي تغطي الملحومة وغير الملحومة, الاسمية المجلفنة السوداء والساخنة (متوسط) أنابيب الجدار لللف, الانحناء, التشفيه وغيرها من الأغراض الخاصة ومناسبة للحام. يتم تحديد أحجام الأنابيب الفولاذية العارية A53 برقمين غير بعديين. حجم الأنبوب الاسمي (مصادر القدرة النووية) أو داخل ضياء

يتذكر, تعد أنابيب الصلب المجلفنة EN39 خيارًا موثوقًا ومتعدد الاستخدامات لمختلف التطبيقات. مقاومتهم للتآكل, متانة, وسهولة التثبيت تجعلهم خيارًا ممتازًا لمشاريع البناء والتطبيقات الصناعية.

EN39 وBS1139 هما معياران مختلفان يحكمان تصنيع ومواصفات الأنابيب الفولاذية المجلفنة. بينما يركز كلا المعيارين على الأنابيب الفولاذية المجلفنة المستخدمة في تطبيقات السقالات, هناك بعض الاختلافات الرئيسية بين الأنابيب الفولاذية المجلفنة EN39 وBS1139. في هذه المقالة, سنستكشف هذه الاختلافات لمساعدتك على فهم المعيار الأكثر ملاءمة لمتطلباتك المحددة.



