Codo de acero preaislado

Un HDPE (Polietileno de alta densidad) El codo de acero preaislado es un componente crucial que se utiliza en los sistemas de tuberías para cambiar la dirección de la tubería y al mismo tiempo mantener las propiedades de aislamiento térmico del sistema..
Este accesorio se compone de tres partes principales.:
Codo de acero: El codo de acero es el componente más interno que facilita el cambio de dirección del flujo dentro de la tubería.. Suele estar fabricado en acero al carbono o acero inoxidable y está diseñado para resistir la temperatura y presión del fluido que se transporta..
Capa de aislamiento: El codo de acero está rodeado por una capa aislante., a menudo hecho de espuma de poliuretano. Esta capa proporciona aislamiento térmico., reduciendo la pérdida de calor (o ganar, en el caso de sistemas de refrigeración), mejorando así la eficiencia energética del sistema.
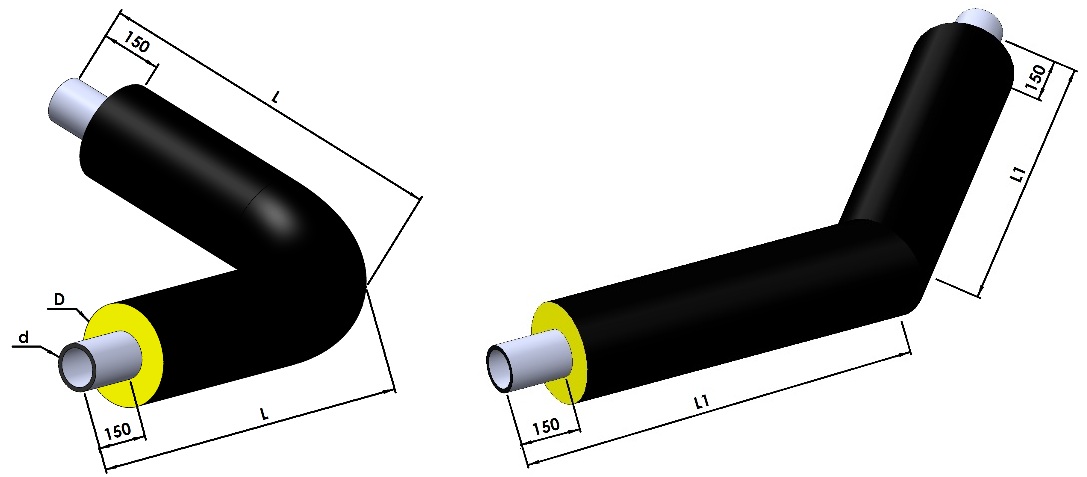
Cubierta exterior: La capa más externa suele ser una carcasa hecha de polietileno de alta densidad. (PEAD). Esta carcasa proporciona protección mecánica para el codo de acero y la capa de aislamiento.. También sirve como barrera contra la humedad y otras condiciones ambientales., Garantizar la longevidad y el rendimiento del sistema..
El diseño y los materiales utilizados para el codo de acero preaislado con HDPE pueden variar según los requisitos específicos de la aplicación., incluyendo la temperatura y presión de funcionamiento, el tipo de fluido que se transporta, y condiciones ambientales. Como ocurre con todos los componentes de un sistema de tuberías., Se debe instalar y mantener un codo de acero preaislado de acuerdo con las instrucciones del fabricante..
.
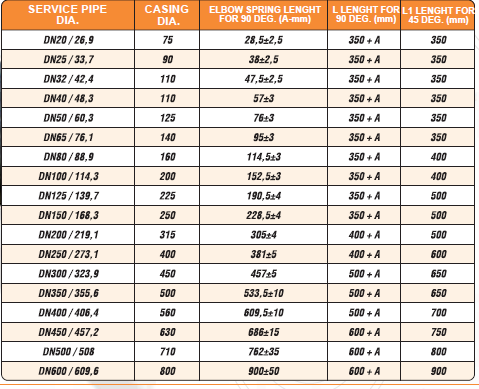
| 45°codo aislante | |||||
| Diámetro normal (milímetros) | l (milímetros) | ||||
| 1.5DN | 2.5DN | 3DN | 3.5DN | 4DN | |
| 20 | 410 | 520 | 525 | 530 | 535 |
| 25 | 415 | 525 | 530 | 535 | 540 |
| 32 | 420 | 530 | 540 | 545 | 555 |
| 40 | 425 | 540 | 550 | 560 | 565 |
| 50 | 430 | 550 | 560 | 570 | 585 |
| 70 | 445 | 570 | 590 | 600 | 615 |
| 80 | 450 | 580 | 600 | 615 | 635 |
| 100 | 470 | 605 | 625 | 645 | 665 |
| 125 | 700 | 630 | 655 | 680 | 710 |
| 150 | 770 | 655 | 685 | 715 | 750 |
| 200 | 950 | 810 | 850 | 890 | 930 |
| 250 | 950 | 960 | 910 | 960 | 1015 |
| 300 | 950 | 910 | 975 | 1035 | 1095 |
| 350 | 1200 | 960 | 1035 | 1110 | 1180 |
| 400 | 1200 | 1015 | 1095 | 1180 | 1265 |
| 450 | 1200 | 1265 | 1360 | 1450 | 1545 |
| 500 | 1200 | 1320 | 1420 | 1525 | 1630 |
| 600 | 1200 | 1420 | 1545 | 1670 | 1795 |
| 700 | 1300 | 1525 | 1670 | 1815 | 1960 |
| 800 | 1400 | 1630 | 1795 | 1960 | 2125 |
| 900 | 1400 | 1930 | 2200 | 2305 | 2490 |
| 1000 | 1400 | 2035 | 2245 | 2450 | 2655 |
| 1200 | 1500 | 2500 | 2800 | 3100 | 3400 |

| 90° codo aislante | |||||
| Diámetro normal (milímetros) | l (milímetros) | ||||
| 1.5DN | 2.5DN | 3DN | 3.5DN | 4DN | |
| 20 | 430 | 550 | 525 | 530 | 535 |
| 25 | 440 | 560 | 530 | 535 | 540 |
| 32 | 450 | 580 | 540 | 545 | 555 |
| 40 | 460 | 600 | 550 | 560 | 565 |
| 50 | 475 | 625 | 560 | 570 | 585 |
| 70 | 505 | 675 | 590 | 600 | 615 |
| 80 | 520 | 700 | 600 | 615 | 635 |
| 100 | 550 | 750 | 625 | 645 | 665 |
| 125 | 700 | 810 | 655 | 680 | 710 |
| 150 | 770 | 875 | 685 | 715 | 750 |
| 200 | 950 | 1100 | 850 | 890 | 930 |
| 250 | 1200 | 1225 | 910 | 960 | 1015 |
| 300 | 1200 | 1350 | 975 | 1035 | 1095 |
| 350 | 1350 | 1475 | 1035 | 1110 | 1180 |
| 400 | 1350 | 1600 | 1095 | 1180 | 1265 |
| 450 | 1425 | 1925 | 1360 | 1450 | 1545 |
| 500 | 1500 | 2050 | 1420 | 1525 | 1630 |
| 600 | 1650 | 2300 | 1545 | 1670 | 1795 |
| 700 | 1850 | 2550 | 1670 | 1815 | 1960 |
| 800 | 2100 | 2800 | 1795 | 1960 | 2125 |
| 900 | 2250 | 3250 | 2200 | 2305 | 2490 |
| 1000 | 2400 | 3500 | 2245 | 2450 | 2655 |
| 1200 | 2700 | 4000 | 2800 | 3100 | 3400 |


Tuberías preaisladas • La pérdida de calor durante la transferencia es mínima. • Proporciona facilidad de uso, transporte y montaje. • Es resistente a la corrosión. • Tiene una vida útil de más de 50 años bajo 120 °C temperatura continua. • Debido al coeficiente de conducción de calor del poliuretano utilizado., Hay menos pérdida de calor en comparación con el sistema clásico. Debido a que el tubo de revestimiento es HDPE, proporciona 100% caza de focas.
abtersteel fabrica su gama de productos para refrigeración urbana cumpliendo estrictamente con la norma EN17415-1, EN17415-2, EN17415-3, EN489 y otras normas relevantes, lo que garantizará una vida técnica mínima 50 años cuando se diseña e instala correctamente.

Tubería de acero con aislamiento de espuma de poliuretano, también conocida como tubería preaislada con espuma de uretano., Las tuberías de calefacción urbana de PU son tuberías aislantes con plástico rígido de espuma de poliuretano como material aislante., hecho de tubos de acero de soporte interior, capa intermedia aislante de espuma de poliuretano rígida y capa protectora exterior.

Tuberías preaisladas, fabricado de acuerdo con TS EN 253 estándar, tener una vida útil del aislamiento de 30 Años cuando se opera continuamente a 120-140 ℃, 50 años a 115 ℃, y más 50 años a temperaturas inferiores a 115 ℃.

Las tuberías preaisladas se fabrican según TS EN 253 estándares y oferta 30 años de vida útil a 120°C, 50 años de vida útil a 115°C y más de 50 años de vida útil por debajo de 115°C.
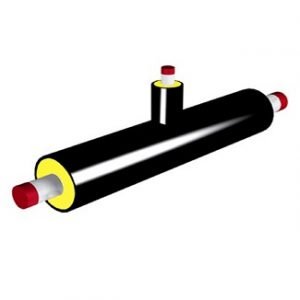
Objetivo: El accesorio en T de acero proporciona resistencia estructural y conectividad de tuberías., mientras que el aislamiento ayuda a reducir la ganancia o pérdida de calor a través de la tubería. Esto hace que las T de acero preaisladas sean muy adecuadas para sistemas de distribución de calefacción y refrigeración donde el mantenimiento de la temperatura es importante..




2 comentarios
Pingback: Tubos curvados por inducción en caliente : Una guía completa » Acero inoxidable & Tubos de acero aleado | 2Tubería recubierta de PE 3PE | Accesorios de tuberia - Tecnología de tuberías R&Fábrica D
Ronsun2023
202528 de marzo de 2019 en PM9:48
Induction bending is a very efficient and precise bending technique using heat in order to bend tubes, pipes and sections. It takes over where cold bending methods meet their limitations. The combination of speed, local heat and cooling allows for bending even bigger profiles.