Sezione cave di acciaio zincato

|
Grado materiale
|
Standard
|
Descrizione
|
|---|---|---|
|
Gr.A, Gr.B, Gr.C
|
ASTM A500, ASTM A53
|
Gradi di acciaio al carbonio con resistenza alla trazione e di snervamento variabili per l'uso strutturale
|
|
S275J0H
|
EN10219
|
Acciaio strutturale con resistenza minima di snervamento di 275 MPa, formato freddo
|
|
S355JR
|
EN10219
|
Acciaio a resistenza più alta (355 Resa MPA), Adatto per applicazioni strutturali
|
|
S355J0H
|
EN10219
|
Acciaio strutturale a freddo con a freddo con 355 Forza di snervamento MPA
|
|
S355J2H
|
EN10219
|
Acciaio di resistenza avanzata per applicazioni a bassa temperatura
|
|
A36
|
ASTM A36
|
Acciaio a basso contenuto di carbonio con buona saldabilità e formabilità
|
|
SS400
|
Lui G3101
|
Acciaio strutturale per uso generale, equivalente ad acciaio dolce
|
|
Q195
|
GB/T 13793-1992
|
Acciaio a basso contenuto di carbonio con resistenza di base, Utilizzato in applicazioni strutturali di luce
|
|
Q235
|
GB/T 13793-1992
|
Acciaio dolce con resistenza moderata, ampiamente utilizzato nella costruzione
|
|
Q345
|
GB/T 13793-1992
|
Acciaio a bassa lega ad alta resistenza, equivalente ai voti S355
|
-
Gr.A, Gr.B, Gr.C (ASTM A500): Questi gradi differiscono per la resistenza alla snervamento (per esempio., Gr.A: 230 MPa, Gr.B: 315 MPa, Gr.C: 345 MPa) e sono usati per i tubi strutturali.
-
S275J0H, S355JR, S355J0H, S355J2H (EN10219): Gradi europei con resistenza all'impatto specificate e punti di forza del rendimento, Ideale per sezioni vuote.
-
A36: Forza di snervamento di 250 MPa, comunemente usato negli Stati Uniti. a fini strutturali.
-
SS400: Forza di snervamento di 245 MPa, Un acciaio standard giapponese con eccellente duttilità.
-
Q195, Q235, Q345: Voti cinesi con una forza crescente (Q195: 195 MPa, Q235: 235 MPa, Q345: 345 MPa).
-
ASTM A500: Specifica tubi strutturali saldati in acciaio carbone saldato e senza soluzione di continuità.
-
ASTM A53: Copre tubi in acciaio senza soluzione di continuità e saldati, spesso zincato per la resistenza alla corrosione.
-
API5L: Standard per i tubi di linea, applicabile alle industrie petrolifere e del gas.
-
BS1387: Standard britannico per tubi in acciaio saldato, spesso galvanizzato.
-
EN39: Specifica i tubi in acciaio per le impalcature.
-
LUI 3466: Standard giapponese per tubi in acciaio strutturale rettangolare.
-
EN10219: Standard europeo per sezioni vuote strutturali saldate a freddo.
-
GB/T 13793-1992: Standard cinese per tubi in acciaio saldato.
-
Passaggi di processo:
-
Preparazione della superficie: L'acciaio viene pulito tramite lo sgrassamento, decapaggio (bagno acido), e flussaggio (Soluzione di cloruro di ammonio di zinco) per rimuovere la ruggine, olio, e impurità.
-
Immersione: L'acciaio pulito viene immerso nello zinco fuso, in genere a 440-460 ° C..
-
Raffreddamento: L'acciaio rivestito viene ritirato e raffreddato in aria o acqua, Formare una superficie di zinco cristallina.
-
Ispezione: Vengono controllati lo spessore e l'uniformità del rivestimento.
-
-
Spessore del rivestimento: In genere varia da 40-600 g/m² (A seconda degli standard e dei requisiti), equivalente a 5-85 µm per lato.
-
Vantaggi:
-
Spesso, rivestimento durevole con eccellente resistenza alla corrosione.
-
Proprietà auto-guari dovute al comportamento anodico sacrificale dello zinco.
-
-
Svantaggi:
-
Costo più elevato e consumo energetico.
-
Potenziale per rivestimento irregolare su forme complesse.
-
-
Passaggi di processo:
-
Preparazione della superficie: L'acciaio viene pulito per rimuovere lo sporco, Grasso, e ruggine (per esempio., sabbiatura allo standard SA2.5).
-
Applicazione: La vernice ricca di zinco viene applicata usando una pistola a spruzzo, spazzola, o rullo.
-
Curare: Il rivestimento si asciuga a temperatura ambiente, Formare uno strato protettivo.
-
Ispezione: Vengono verificati l'adesione e lo spessore del rivestimento.
-
-
Spessore del rivestimento: Tipicamente 20-80 µm, più sottile della zincatura a caldo.
-
Vantaggi:
-
Costo inferiore e applicazione più semplice.
-
Adatto per riparazioni in loco o piccoli componenti.
-
-
Svantaggi:
-
Meno durevole della zincatura a caldo.
-
Nessun legame metallurgico, Ridurre la resistenza alla corrosione a lungo termine.
-
|
Parametro
|
Galvanizzazione a caldo
|
Zincatura a freddo
|
|---|---|---|
|
Applicazione di zinco
|
Bath zinc fuso
|
Vernice ricca di zinco
|
|
Spessore del rivestimento
|
40-600 g/m² (5-85 µm/lato)
|
20-80 µm
|
|
Legame
|
Metallurgico (lega di ferro zinco)
|
Meccanico (Adesione della vernice)
|
|
Resistenza alla corrosione
|
Alto
|
Moderare
|
|
Costo
|
Più alto
|
Inferiore
|
|
Applicazione
|
Basato sulla fabbrica
|
Sul posto o in fabbrica
|
|
Durabilità
|
20-50 anni
|
5-15 anni
|
-
Processi:
-
Preparazione delle billette: Una billetta in acciaio solido (per esempio., Q235 o S355JR) viene riscaldato a 1200-1300 ° C.
-
Penetrante: La billetta viene trafitta usando un mandrino per formare un tubo cavo.
-
Rotolando: Il tubo è allungato e modellato tramite rotolamento caldo.
-
Dimensionamento: Le dimensioni finali si ottengono attraverso i rulli di disegno a freddo o dimensionamento.
-
-
Standard: ASTM A53, API5L.
-
Vantaggi: Resistenza più alta e nessuna debolezza della cucitura della saldatura.
-
Processi:
-
Preparazione a strisce: Bobine in acciaio (per esempio., SS400 o Q345) sono fessuri in strisce.
-
Formare: Le strisce sono formate a freddo in una forma rotonda usando i rulli (Processo ERW) o piegato in forme rettangolari/quadrate (LUI 3466).
-
Saldatura: I bordi sono saldati utilizzando la saldatura di resistenza elettrica ad alta frequenza (ACRI) o saldatura ad arco sommerso (SEGA).
-
Modellando: Per sezioni rettangolari/quadrate, Il tubo rotondo si forma ulteriormente nella forma desiderata.
-
Galvanizzazione: Applicato post-formazione (immersione a caldo) o vengono utilizzate strisce pre-galvanizzate.
-
-
Standard: ASTM A500, EN10219, BS1387.
-
Vantaggi: Costo conveniente e adatto alla produzione di massa.
-
Pre-galvanizzato: Le strisce d'acciaio sono zincate prima della formazione. Le cuciture di saldatura possono non avere un rivestimento di zinco se non ritoccato.
-
Post-galvanizzato: L'intera sezione viene zincata dopo la formazione, Garantire un rivestimento uniforme.
|
Parametro
|
Pipe rotonde
|
Tubo rettangolare
|
Tubo quadrato
|
|---|---|---|---|
|
Diametro esterno (DA)
|
12.7-609 mm
|
N / A
|
N / A
|
|
Larghezza x altezza
|
N / A
|
10×15 a 800×1200 mm
|
10×10 a 1200×1200 mm
|
|
Spessore del muro (PESO)
|
0.5-60 mm
|
0.5-60 mm
|
0.5-60 mm
|
|
Lunghezza
|
0.5-26.5 M (personalizzabile)
|
0.5-26.5 M (personalizzabile)
|
0.5-26.5 M (personalizzabile)
|
|
Rivestimento in zinco
|
40-600 g/m²
|
40-600 g/m²
|
40-600 g/m²
|
|
Standard
|
ASTM A500, A53, BS1387
|
EN10219, LUI 3466
|
EN10219, LUI 3466
|
-
Tolleranze:
-
DA: ±1% (ASTM A500).
-
PESO: ±10% (EN10219).
-
Lunghezza: ± 50 mm o come specificato.
-
-
Ispezione visuale:
-
Verificare la presenza di difetti di superficie (crepe, Ammaccature) e uniformità del rivestimento di zinco.
-
-
Test di spessore del rivestimento:
-
Calibro magnetico o micrometro per misurare lo spessore dello zinco (per esempio., Richiede ASTM A123 45-85 µm per acciaio strutturale).
-
-
Controllo dimensionale:
-
Verificare da, PESO, lunghezza, e rettilineità usando le pinze, sovrani, o sistemi laser.
-
-
Prove meccaniche:
-
Test di trazione (forza di snervamento, allungamento per ASTM A500).
-
Test di piega (duttilità).
-
-
Resistenza alla corrosione:
-
Test di spruzzatura salina (ASTM B117) per valutare la durata del rivestimento di zinco.
-
-
Integrità della saldatura:
-
Test ad ultrasuoni (UT) o raggi X per sezioni saldate.
-
|
Test
|
Standard
|
Requisito
|
|---|---|---|
|
Spessore del rivestimento in zinco
|
ASTM A123
|
40-600 g/m² (varia per spessore)
|
|
Resistenza alla trazione
|
ASTM A500
|
Gr.B: 315 MPA min
|
|
Forza di snervamento
|
EN10219
|
S355J2H: 355 MPA min
|
|
Cordone di saldatura
|
BS1387
|
Nessuna crepa visibili o porosità
|
|
Test di corrosione
|
ASTM B117
|
500-1000 Ore senza ruggine rossa
|
-
Selezione delle materie prime: Scegli un grado in acciaio appropriato (per esempio., Q235, S355JR).
-
Formare: Processo senza soluzione di continuità o saldati per creare sezioni vuote.
-
Galvanizzazione: Applicato a caldo o galvanizzazione fredda.
-
Taglio: Tubi tagliati a lunghezze specificate usando seghe o tagliatee.
-
Termina la finitura: Estremità semplici, smussato (30-35°), o filettato (BS1387).
-
Trattamento della superficie: Pittura opzionale o rivestimenti aggiuntivi (per esempio., 3LPE).
-
Confezione: Raggruppato o preparato per il trasporto.
-
Applicazioni: Approvvigionamento idrico, Pipeline di gas, impalcature (BS1387, EN39).
-
Dimensioni: DA 12.7-609 mm, PESO 0.5-60 mm.
-
Caratteristiche: Resistenza ad alta pressione, Filming facile.
-
Elaborazione: Spesso ERW saldato, Quindi hot-imes-dip galvanizzato.
-
Applicazioni: Quadri strutturali, scherma, mobilia (EN10219, LUI 3466).
-
Dimensioni: 10×15 a 800×1200 mm, PESO 0.5-60 mm.
-
Caratteristiche: Alta capacità di carico in una direzione.
-
Elaborazione: Formato da tubi rotondi, Galvanizzato post-formazione.
-
Applicazioni: Colonne di costruzione, cornici di macchinari (EN10219, LUI 3466).
-
Dimensioni: 10×10 a 1200×1200 mm, PESO 0.5-60 mm.
-
Caratteristiche: Forza uniforme in tutte le direzioni.
-
Elaborazione: Simile al rettangolare, con raggi angolari precisi.
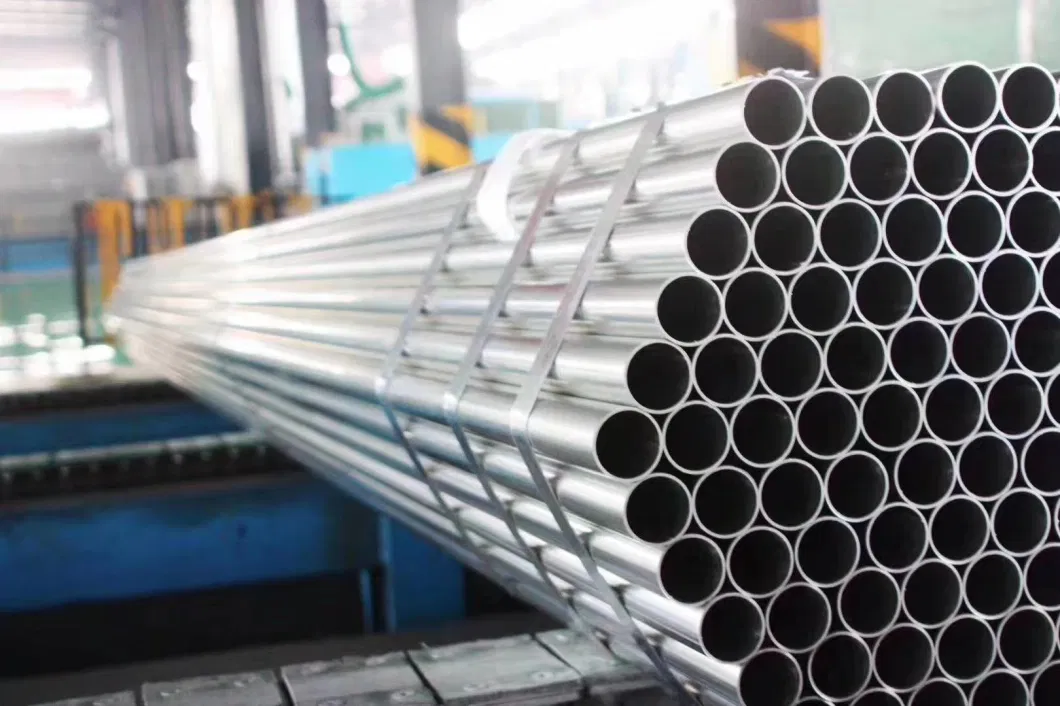
Come produttore professionale di prodotti in acciaio, ci concentriamo sulla produzione di tubi saldati ad alta frequenza, tubi in acciaio zincato e prodotti per ponteggi. Anche altri prodotti in acciaio possono essere forniti dalla nostra società commerciale come la saldatura ad arco sommerso longitudinalmente e il tubo per saldatura ad arco sommerso a spirale,Tubo di linea API
i componenti prezincati vengono solitamente immersi nel bagno zincante solo per un tempo molto breve, risultando in un rivestimento relativamente sottile. Il rivestimento di zinco più spesso prodotto dalla zincatura a caldo offre una migliore protezione dalla ruggine e dalla corrosione rispetto alla pre-zincatura.

I tubi zincati hanno una vasta gamma di usi. Oltre al petrolio e ad altri oleodotti a bassa pressione, viene utilizzato anche come tubi per pozzi petroliferi nell'industria petrolifera, soprattutto nei giacimenti petroliferi offshore, riscaldatori ad olio in apparecchiature per la cokeria chimica, distillazione del carbone, e tubi del convertitore per il lavaggio dell'olio, ponti, eccetera. Mucchio di tubi, telaio di supporto del tunnel minerario con tubo, eccetera. I paesi sviluppati del mondo hanno iniziato a sviluppare nuovi tubi e hanno vietato continuamente i tubi zincati.

Tubo in acciaio nero ASTM A53, indicato anche come tubo ASME SA53, è un eccellente candidato per la maggior parte delle elaborazioni. Caratterizzato da una superficie semiliscia rivestita con lacca nera. Il tubo in acciaio nero è destinato all'applicazione meccanica e a pressione. Le applicazioni comuni includono il vapore, acqua, aria, e impianti gas. ASTM A53 è la specifica standard che copre senza soluzione di continuità e saldata, nominale nero e zincato a caldo (media) tubo a parete per avvolgimento, flessione, flangiatura e altri scopi speciali ed è adatto alla saldatura. Le dimensioni dei tubi in acciaio nudo A53 sono specificate da due numeri non dimensionali. Dimensione nominale del tubo (NPS) o diametro interno

Ricordare, I tubi in acciaio zincato EN39 sono una scelta affidabile e versatile per varie applicazioni. La loro resistenza alla corrosione, durabilità, e la facilità di installazione li rendono un'opzione eccellente per progetti di costruzione e applicazioni industriali.

EN39 e BS1139 sono due standard diversi che regolano la produzione e le specifiche dei tubi in acciaio zincato. Mentre entrambi gli standard si concentrano sui tubi in acciaio zincato utilizzati nelle applicazioni per ponteggi, ci sono alcune differenze chiave tra i tubi in acciaio zincato EN39 e BS1139. In questo articolo, esploreremo queste differenze per aiutarti a capire quale standard è più adatto alle tue esigenze specifiche.



