Bahagian berongga keluli tergalvani

|
Gred Bahan
|
Standard
|
Penerangan
|
|---|---|---|
|
Gr.a, Gr.B., Gr.C
|
ASTM A500, ASTM A53
|
Gred keluli karbon dengan kekuatan tegangan dan hasil yang berbeza -beza untuk kegunaan struktur
|
|
S275J0H
|
EN10219
|
Keluli struktur dengan kekuatan hasil minimum 275 MPa, sejuk-terbentuk
|
|
S355JR
|
EN10219
|
Keluli kekuatan yang lebih tinggi (355 Hasil MPA), Sesuai untuk aplikasi struktur
|
|
S355J0H
|
EN10219
|
Keluli struktur yang terbentuk sejuk dengan 355 Kekuatan hasil MPA
|
|
S355J2H
|
EN10219
|
Keluli ketahanan yang dipertingkatkan untuk aplikasi suhu rendah
|
|
A36
|
ASTM A36
|
Keluli karbon rendah dengan kebolehkesanan dan kebolehbagaian yang baik
|
|
SS400
|
Dia G3101
|
Keluli struktur umum tujuan, bersamaan dengan keluli ringan
|
|
S195
|
GB/T 13793-1992
|
Keluli karbon rendah dengan kekuatan asas, digunakan dalam aplikasi struktur ringan
|
|
S235
|
GB/T 13793-1992
|
Keluli ringan dengan kekuatan sederhana, digunakan secara meluas dalam pembinaan
|
|
S345
|
GB/T 13793-1992
|
Kekuatan tinggi keluli rendah aloi, bersamaan dengan gred S355
|
-
Gr.a, Gr.B., Gr.C (ASTM A500): Gred ini berbeza dengan kekuatan hasil (cth., Gr.a: 230 MPa, Gr.B.: 315 MPa, Gr.C: 345 MPa) dan digunakan untuk tiub struktur.
-
S275J0H, S355JR, S355J0H, S355J2H (EN10219): Gred Eropah dengan kekuatan dan kekuatan hasil yang ditentukan, Sesuai untuk bahagian kosong.
-
A36: Kekuatan hasil 250 MPa, biasa digunakan di U.S. untuk tujuan struktur.
-
SS400: Kekuatan hasil 245 MPa, keluli standard Jepun dengan kemuluran yang sangat baik.
-
S195, S235, S345: Gred Cina dengan peningkatan kekuatan (S195: 195 MPa, S235: 235 MPa, S345: 345 MPa).
-
ASTM A500: Menentukan tiub struktur keluli karbon yang dikimpal dan lancar.
-
ASTM A53: Meliputi paip keluli lancar dan dikimpal, selalunya tergalvani untuk rintangan kakisan.
-
API 5L: Piawaian untuk paip talian, Berkenaan dengan industri minyak dan gas.
-
BS1387: Standard British untuk tiub keluli yang dikimpal, sering galvanized.
-
EN39: Menentukan tiub keluli untuk perancah.
-
DIA 3466: Standard Jepun untuk tiub keluli struktur segi empat tepat.
-
EN10219: Standard Eropah untuk bahagian berongga struktur yang dikimpal sejuk.
-
GB/T 13793-1992: Standard Cina untuk paip keluli yang dikimpal.
-
Langkah -langkah proses:
-
Persediaan permukaan: Keluli dibersihkan melalui degreasing, penjerukan (mandi asid), dan fluks (penyelesaian zink ammonium klorida) Untuk menghilangkan karat, minyak, dan kekotoran.
-
Rendaman: Keluli yang dibersihkan dicelup ke zink cair, biasanya pada 440-460 ° C..
-
Menyejukkan: Keluli bersalut ditarik balik dan disejukkan di udara atau air, Membentuk permukaan zink kristal.
-
Pemeriksaan: Ketebalan salutan dan keseragaman diperiksa.
-
-
Ketebalan Salutan: Biasanya berkisar dari 40-600 g/m² (bergantung pada standard dan keperluan), bersamaan dengan 5-85 μm setiap sisi.
-
Kelebihan:
-
tebal, salutan tahan lama dengan rintangan kakisan yang sangat baik.
-
Sifat penyembuhan diri kerana tingkah laku anodik pengorbanan zink.
-
-
Keburukan:
-
Kos dan penggunaan tenaga yang lebih tinggi.
-
Potensi untuk salutan yang tidak rata pada bentuk kompleks.
-
-
Langkah -langkah proses:
-
Persediaan permukaan: Keluli dibersihkan untuk menghilangkan kotoran, gris, dan karat (cth., Sandblasting ke SA2.5 Standard).
-
Permohonan: Cat kaya zink digunakan menggunakan pistol semburan, Berus, atau roller.
-
Pengawetan: Salutan kering pada suhu ambien, Membentuk lapisan pelindung.
-
Pemeriksaan: Lekatan dan ketebalan salutan disahkan.
-
-
Ketebalan Salutan: Lazimnya 20-80 µm, lebih nipis daripada galvanizing panas.
-
Kelebihan:
-
Kos yang lebih rendah dan aplikasi yang lebih mudah.
-
Sesuai untuk pembaikan di tapak atau komponen kecil.
-
-
Keburukan:
-
Kurang tahan lama daripada galvanizing panas.
-
Tiada ikatan metalurgi, mengurangkan rintangan kakisan jangka panjang.
-
|
Parameter
|
Galvanizing panas
|
Galvanizing Sejuk
|
|---|---|---|
|
Permohonan zink
|
Mandi zink cair
|
Cat kaya zink
|
|
Ketebalan Salutan
|
40-600 g/m² (5-85 μm/sisi)
|
20-80 µm
|
|
Ikatan
|
Metalurgi (aloi zink-besi)
|
mekanikal (lekatan cat)
|
|
Rintangan Kakisan
|
tinggi
|
Sederhana
|
|
kos
|
Lebih tinggi
|
Lebih rendah
|
|
Permohonan
|
Berasaskan kilang
|
Di tempat atau kilang
|
|
Ketahanan
|
20-50 tahun
|
5-15 tahun
|
-
Proses:
-
Penyediaan Billet: Billet keluli pepejal (cth., Q235 atau S355JR) dipanaskan hingga 1200-1300 ° C.
-
Menindik: Billet ditembusi menggunakan mandrel untuk membentuk tiub berongga.
-
Bergulir: Tiub dipanjangkan dan dibentuk melalui rolling panas.
-
Saiz: Dimensi akhir dicapai melalui lukisan sejuk atau saiz gulungan.
-
-
Piawaian: ASTM A53, API 5L.
-
Kelebihan: Kekuatan yang lebih tinggi dan tidak ada kelemahan jahitan kimpalan.
-
Proses:
-
Penyediaan jalur: Gegelung keluli (cth., SS400 atau Q345) celah menjadi jalur.
-
Membentuk: Jalur sejuk terbentuk ke dalam bentuk bulat menggunakan penggelek (Proses ERW) atau bengkok ke bentuk segi empat tepat/persegi (DIA 3466).
-
Kimpalan: Tepi dikimpal menggunakan kimpalan rintangan elektrik frekuensi tinggi (EKAR) atau kimpalan arka tenggelam (SAW).
-
Membentuk: Untuk bahagian segi empat tepat/persegi, tiub bulat dibentuk selanjutnya ke dalam bentuk yang diinginkan.
-
Galvanizing: Digunakan selepas pembentukan (celup panas) atau jalur pra-galvanized digunakan.
-
-
Piawaian: ASTM A500, EN10219, BS1387.
-
Kelebihan: Kos efektif dan sesuai untuk pengeluaran besar-besaran.
-
Pra-galvanized: Jalur keluli tergalvani sebelum membentuk. Jahitan kimpalan mungkin kekurangan salutan zink kecuali disentuh.
-
Post-galvanized: Bahagian keseluruhannya tergalvani setelah membentuk, Memastikan salutan seragam.
|
Parameter
|
Paip bulat
|
Paip segi empat tepat
|
Paip persegi
|
|---|---|---|---|
|
Diameter luaran (DARI)
|
12.7-609 mm
|
N/a
|
N/a
|
|
Lebar x ketinggian
|
N/a
|
10×15 hingga 800×1200 mm
|
10×10 hingga 1200×1200 mm
|
|
Ketebalan dinding (WT)
|
0.5-60 mm
|
0.5-60 mm
|
0.5-60 mm
|
|
Panjang
|
0.5-26.5 m (boleh disesuaikan)
|
0.5-26.5 m (boleh disesuaikan)
|
0.5-26.5 m (boleh disesuaikan)
|
|
Salutan Zink
|
40-600 g/m²
|
40-600 g/m²
|
40-600 g/m²
|
|
Piawaian
|
ASTM A500, A53, BS1387
|
EN10219, DIA 3466
|
EN10219, DIA 3466
|
-
Toleransi:
-
DARI: ±1% (ASTM A500).
-
WT: ±10% (EN10219).
-
Panjang: ± 50 mm atau seperti yang ditentukan.
-
-
Pemeriksaan visual:
-
Periksa kecacatan permukaan (retak, kemek) dan keseragaman salutan zink.
-
-
Ujian ketebalan salutan:
-
Tolok magnet atau mikrometer untuk mengukur ketebalan zink (cth., ASTM A123 memerlukan 45-85 μm untuk keluli struktur).
-
-
Pemeriksaan dimensi:
-
Sahkan dari, WT, panjang, dan kelebihan menggunakan calipers, penguasa, atau sistem laser.
-
-
Ujian Mekanikal:
-
Ujian tegangan (kekuatan hasil, pemanjangan per ASTM A500).
-
Ujian Bend (kemuluran).
-
-
Rintangan Kakisan:
-
Ujian semburan garam (ASTM B117) Untuk menilai ketahanan salutan zink.
-
-
Integriti kimpalan:
-
Ujian ultrasonik (UT) atau X-ray untuk bahagian yang dikimpal.
-
|
Ujian
|
Standard
|
Keperluan
|
|---|---|---|
|
Ketebalan Salutan Zink
|
ASTM A123
|
40-600 g/m² (berbeza dengan ketebalan)
|
|
Kekuatan Tegangan
|
ASTM A500
|
Gr.B.: 315 MPA min
|
|
Kekuatan Hasil
|
EN10219
|
S355J2H: 355 MPA min
|
|
Jahitan Kimpalan
|
BS1387
|
Tiada retak atau keliangan yang kelihatan
|
|
Ujian kakisan
|
ASTM B117
|
500-1000 Jam Tanpa Karat Merah
|
-
Pemilihan Bahan Mentah: Pilih gred keluli yang sesuai (cth., S235, S355JR).
-
Membentuk: Proses lancar atau dikimpal untuk membuat bahagian kosong.
-
Galvanizing: Galvanizing panas atau sejuk digunakan.
-
Memotong: Paip dipotong hingga panjang yang ditentukan menggunakan gergaji atau pemotong plasma.
-
Akhir penamat: Hujung biasa, serong (30-35°), atau berulir (BS1387).
-
Rawatan permukaan: Lukisan pilihan atau lapisan tambahan (cth., 3LPE).
-
Pembungkusan: Dibundel atau dikeluarkan untuk pengangkutan.
-
Aplikasi: Bekalan air, Talian paip gas, perancah (BS1387, EN39).
-
Saiz: DARI 12.7-609 mm, WT 0.5-60 mm.
-
ciri-ciri: Rintangan tekanan tinggi, threading mudah.
-
Pemprosesan: Sering dikimpal, Kemudian panas-dip dalam galvanized.
-
Aplikasi: Rangka kerja struktur, pagar, perabot (EN10219, DIA 3466).
-
Saiz: 10×15 hingga 800×1200 mm, WT 0.5-60 mm.
-
ciri-ciri: Kapasiti galas beban tinggi ke satu arah.
-
Pemprosesan: Terbentuk dari tiub bulat, Galvanized Post-forming.
-
Aplikasi: Lajur bangunan, bingkai jentera (EN10219, DIA 3466).
-
Saiz: 10×10 hingga 1200×1200 mm, WT 0.5-60 mm.
-
ciri-ciri: Kekuatan seragam ke semua arah.
-
Pemprosesan: Sama seperti segi empat tepat, dengan radii sudut yang tepat.
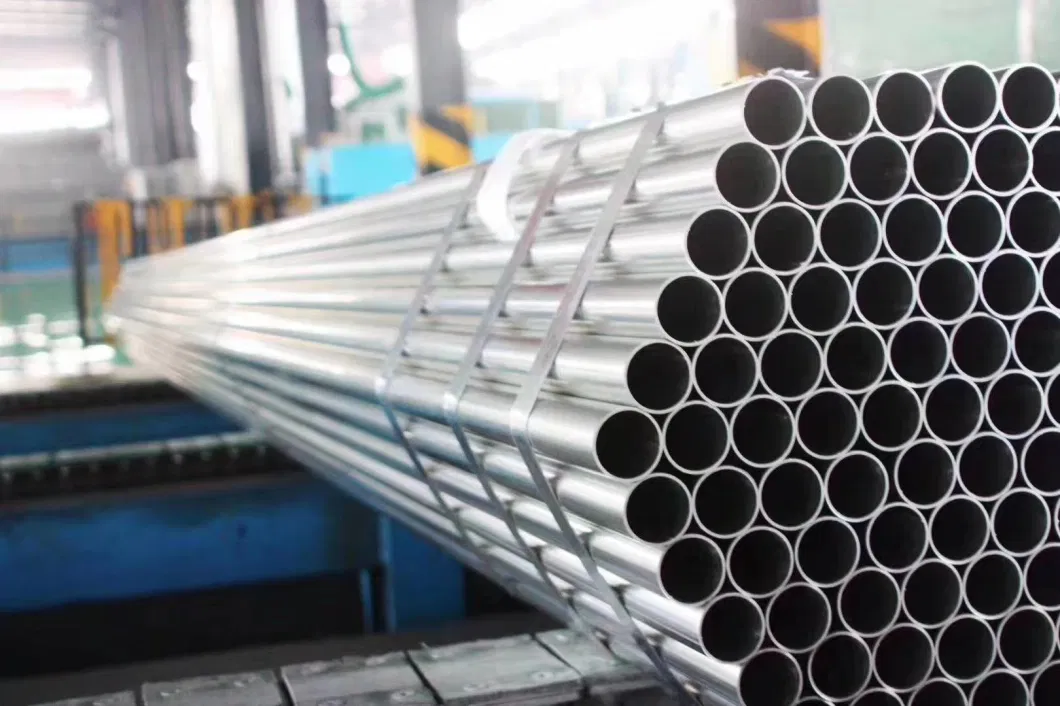
Sebagai pengilang profesional produk keluli, kami memberi tumpuan kepada pengeluaran paip dikimpal frekuensi tinggi, paip keluli tergalvani dan produk perancah. Juga produk keluli lain boleh dibekalkan oleh syarikat perdagangan kami seperti Kimpalan Arka Tenggelam Membujur dan tiub Kimpalan Arka Tenggelam Lingkaran,Paip Talian API
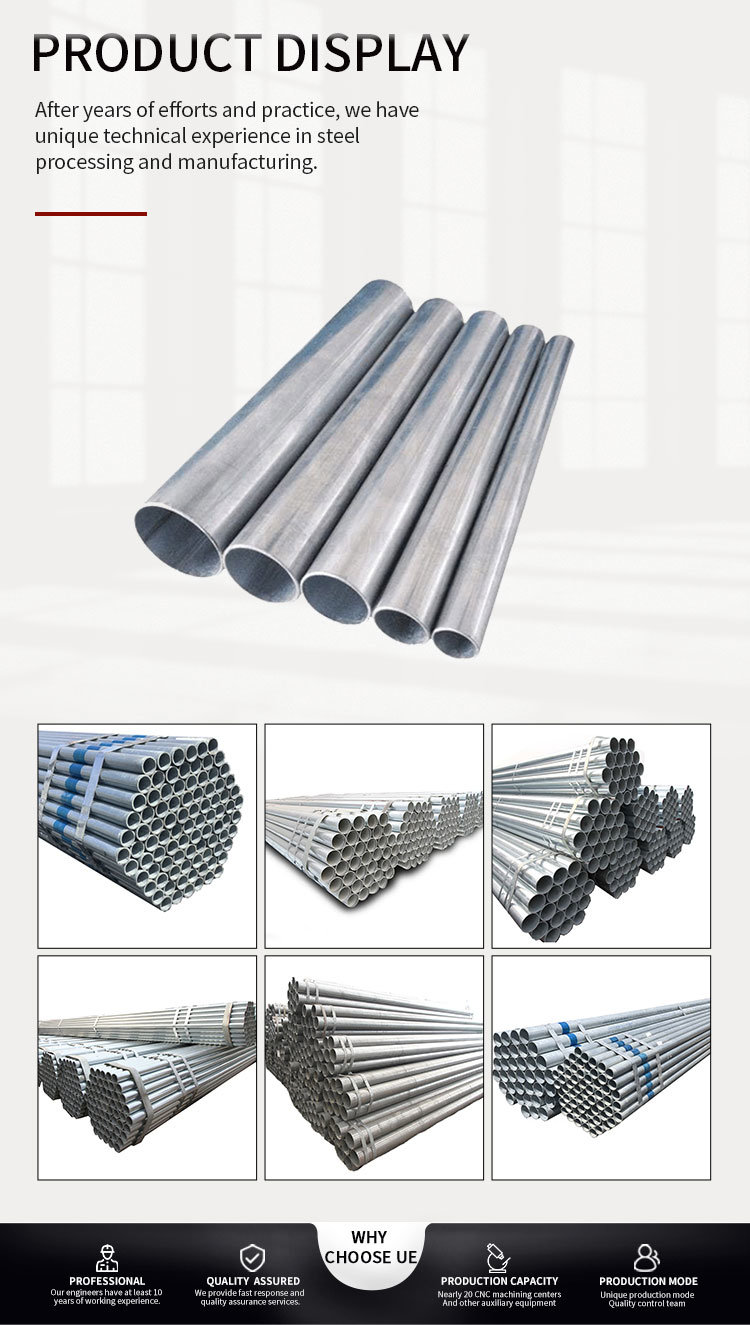
komponen pra-galvani biasanya hanya direndam dalam mandian bergalvani untuk masa yang sangat singkat, menghasilkan salutan yang agak nipis. Salutan zink tebal yang dihasilkan oleh galvanisasi hot dip menawarkan perlindungan karat dan kakisan yang lebih baik berbanding pra-galvanisasi.

Paip bergalvani mempunyai pelbagai kegunaan. Selain minyak dan saluran paip cecair tekanan rendah yang lain, ia juga digunakan sebagai paip telaga minyak dalam industri petroleum, terutamanya di medan minyak luar pesisir, pemanas minyak dalam peralatan coking kimia, penyulingan arang batu, dan paip penukar basuh minyak, jambatan, dan lain-lain. Longgokan paip, rangka sokongan terowong perlombongan dengan paip, dan lain-lain. Negara-negara maju di dunia mula membangunkan paip baharu dan terus mengharamkan paip bergalvani.

Paip keluli hitam ASTM A53, juga dirujuk sebagai paip ASME SA53, adalah calon yang sangat baik untuk kebanyakan pemprosesan. Menampilkan permukaan separa licin bersalut lakuer hitam. Paip keluli hitam bertujuan untuk aplikasi mekanikal dan tekanan. Aplikasi biasa termasuk stim, air, udara, dan sistem gas. ASTM A53 ialah spesifikasi standard meliputi lancar dan dikimpal, nominal tergalvani hitam dan panas-celup (purata) paip dinding untuk melingkar, membengkok, bebibir dan tujuan khas lain dan sesuai untuk kimpalan. Saiz paip keluli kosong A53 ditentukan oleh dua nombor bukan dimensi. Saiz paip nominal (NPS) atau dalam dia

Ingat, Paip keluli tergalvani EN39 adalah pilihan yang boleh dipercayai dan serba boleh untuk pelbagai aplikasi. Rintangan kakisan mereka, ketahanan, dan kemudahan pemasangan menjadikannya pilihan yang sangat baik untuk projek pembinaan dan aplikasi perindustrian.

EN39 dan BS1139 adalah dua piawaian berbeza yang mengawal pembuatan dan spesifikasi paip keluli tergalvani. Walaupun kedua-dua piawaian memberi tumpuan kepada paip keluli tergalvani yang digunakan dalam aplikasi perancah, terdapat beberapa perbezaan utama antara paip keluli tergalvani EN39 dan BS1139. Dalam artikel ini, kami akan meneroka perbezaan ini untuk membantu anda memahami piawaian yang paling sesuai untuk keperluan khusus anda.



